Барабан вулканизаторырезина битләр, конвейер тасмалары, резина идәннәр һ.б. җитештерүдә төп җиһазлар. Продукт югары температура һәм югары басым ярдәмендә вулканизацияләнә һәм формалаштырыла. Аның төп компонентларына төп вулканизация барабаны, басымлы корыч тасма, йөртү роликлары, тарту роликлары һ.б. керә. Корыч тасма бу рольне уйный.inвулканизация процессында басым һәм җылылыкны күчерү, һәм продукт сыйфатын тәэмин итү өчен мөһим компонент булып тора.
Барабан вулканизаторларында киң кулланыла торган яңгыр астында катырылган дат басмас корыч тасмалар бик яхшы күрсәткечләргә ия: иң күп мисал Mingke MT1650, анда 1650сузылу ныклыгының булуын күрсәтә корычis1650Н/мм²мартенситлы дат басмас корычКорыч тасманың кисемтә мәйданына нигезләнеп, без корыч тасманың чик тарту көчен исәпләп чыгара алабыз. Корыч тасманың тарту көче - ул бары тик белешмә кыйммәте, һәм аның тарту көче хезмәт итү вакытына турыдан-туры бәйле. Моннан тыш, корыч тасманың чын эшләү вакыты, төреsҗитештерелгән продуктлар саны, һәм корыч тасмага көндәлек хезмәт күрсәтү - болар барысы да корыч тасманың хезмәт итү вакытына тәэсир итүче факторлар.
Технология үсеше белән, Mingke компаниясенең MT1650 мартенситлы дат басмас корычы барабан вулканизаторларында өлгереп кулланыла башлады, бу Европада җитештерү дәрәҗәсенә генә түгел, ә икътисад ягыннан да өстенлекләргә ия. Mingke MT1650 явым-төшем белән катыручы дат басмас корыч - хром нигезендәге түбән углеродлы явым-төшем белән катыручы мартенситлы дат басмас корыч.,никель,бакыр. Ул, нигездә, югары ныклык үзенчәлекләрен, яхшы коррозиягә чыдамлыгын куллана, җылылык белән эшкәртү вакытында деформацияләнүе җиңел түгел, һәм температура якынча 600 °F (316 °C) булганчы югары ныклыкны саклый. Шул ук вакытта, корыч тасма яхшы ремонтлана.Dҗентекле эш күрсәткече түбәндәгечә: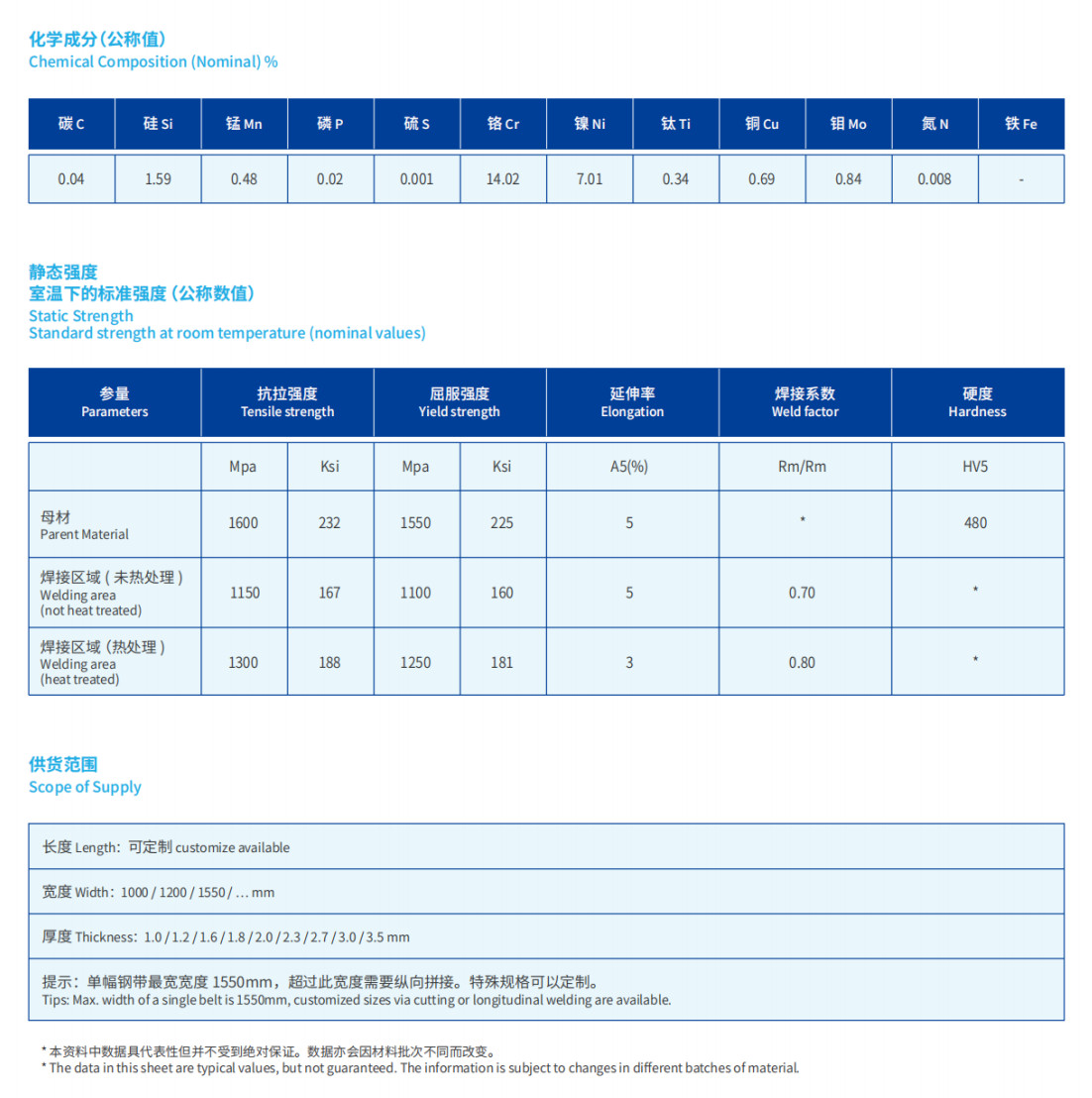
Чагыштырмаtoкөнкүреш корыч чыбык ябыштыргыч челтәр каешы, корыч каеш сайлау түбәндәге ачык өстенлекләргә ия:
1) Корыч тасманың хезмәт итү вакыты озын, югары температурага чыдам, аны озайту җиңел түгел, һәм аны карап тоту гади һәм уңайлы, ә корыч чыбык ябыштыргыч челтәр тасмасын кыска вакыт эчендә яңадан ябыштырырга кирәк, һәм челтәр тасмасын озайту җиңел;
2) Корыч тасма белән җитештерелгән продуктларның өслек сыйфаты яхшы, ә яссылык һәм шомалык югары эшкәртү төгәллеге таләпләренә ирешә ала;
3) Корыч тасмада җилемләү процессы юк, һәм җиһазлар, нигездә, югары җитештерү нәтиҗәлелеге белән, 24 сәгать өзлексез эшли ала;
4) Корыч тасманың өслеге югары сыйфатлы продуктлар ихтыяҗларын канәгатьләндерү өчен югары эшкәртү төгәллегенә ирешә ала;
5) Корыч тасманы карап тоту җиңел, һәм детальне казып һәм ремонтлап, аннары яңа ямау белән алып була. Зур мәйданнарны озынлык юнәлешендә кисеп алып, корыч тасманың яңа өлешенә яңадан эретеп ябыштырырга мөмкин.
6) Кечкенә кабарынкылыкsкорыч тасма җылылык белән кыскарту ысулын куллана, бу яссылыкны шактый яхшырта ала.
7) Әгәр корыч тасма бөтен корыч тасма буйлап буйга деформациягә дучар булса, яхшы хезмәт күрсәтү ысулы юк. Катлаулы процесслы буйга берләштерү технологиясе кулланылмаса, ләкин катлаулы процессның бәясе югары булса.
Корыч каешны ничек яхшырак кулланырга?
Корыч каеш кулланучылар корыч каешларның хезмәт итү вакыты турында бик борчылалар, без корыч каешларның хезмәт итү вакытына кагылышлы түбәндәге пунктларны кыскача күрсәттек, өметләнепярдәмсез безнең корыч каешларны яхшырак аңлыйсыз.
Fбашта, корыч каеш артык күп көчәнешкә түзәчәкихтыярхезмәт итү вакытына тәэсир итә.
Корыч тасма өчен иң яхшы көчәнеш нинди? Әлбәттә, корыч тасма көчәнешне ни кадәр аз күтәрсә, аның гомере шулкадәр озаграк була, бу кулланучыларның резина әйберләр җитештерү ихтыяҗлары белән берләштерелергә тиеш. Гомумән алганда, DLGда MT1650 корыч тасмасын куллану-7Шанхай 1 нче резина җиһазлары заводының 00X1400 җиһазлары мисалында, күпчелек җитештерү кулланучылары гидравлик үлчәү кыйммәтен якынча 15~20 МПа күләмендә көйлиләр. Моннан тыш, барабан вулканизаторы тарафыннан озайту роликларын тоту өчен кулланыла торган гидравлик цилиндрларның төрле диаметрлары аркасында, конкрет кыйммәтләр дә төрле булачак. Барабан вулканизаторының гидравлик таблицасында күрсәтелгән конкрет кыйммәтләр өчен җиһаз җитештерүчесенә мөрәҗәгать итегез.
Икенчедән, күп кулланучылар корыч каешның калынрак булуы озынрак дип уйлыйлар.аның гомер озынлыгысатып алганчы, бу чынлыкта аңлашылмаучанлык. Калын корыч тасма материалдагы каты әйберләрнең бәрелүенә чыдам булса да һәм зур чокырлар ясау җиңел булмаса да, калын корыч тасманың бөкләнү радиусы зур, ул кабат-кабат бөкләнү аркасында килеп чыккан арыганлык зыянына сизгеррәк, һәм бөкләнү көчәнеше зуррак, шуңа күрә калынрак корыч тасмахезмәт итү вакыты озаграк булмаска мөмкин.
Моннан тыш, корыч тасманы урнаштырганнан соң, басымны җитештерү өчен кирәкле кыйммәткә тиз арада көйләү киңәш ителми, һәм басымны нормаль эшләүгә кадәр әкренләп арттырырга кирәк. Термик киңәю һәм кысылу аркасында килеп чыккан эчке көчәнеш деформациясен киметү өчен корыч тасманың температурасын да әкренләп арттырырга кирәк, һәм вулканизатор эшләүдән туктагач, җылыту җайланмасын эшләтеп җибәрмәскә кирәк.
Ниһаять, әгәр түбәндәге шартлар булсаигътибар бирелмикуллану вакытында корыч каеш шулай ук зыян күрергә мөмкин:
1) Дөрес эшләмәү аркасында корыч тасмага җитди зыян килә. Әгәр резина материалы өлешчә капланса, хезмәт күрсәтү коралларына охшаш чит әйберләр барабан вулканизаторына керәчәк, нәтиҗәдә корыч тасманың локаль деформациясенә һәм продукт өслегендә эз калдыруга китерәчәк.
2) Техник хезмәт күрсәтү аралыгы бик озын, һәм корыч тасманың өслеген һәр атна саен чистартырга кирәк.
3) Вулканизацияләнгән чималның сыйфаты түбән. Бу, нигездә, чималдагы каты чит матдәләр аркасында барлыкка килгән артык җирле көчәнеш аркасында килеп чыга.
4) Җиһазлар дөрес эшләми. Мәсәлән, төрле сәбәпләр аркасында корыч тасманың тайпылышы корыч тасманың җыерылуына китерә.
5) Корыч тасманың кырые формалаштыраүткенпочмак, бу көчәнеш концентрациясенә һәм ярылуларга китерә
6) Корыч каеш начар чистартылган,беләнкорыч тасманың эчке өслегенә ябышкан чит әйберләр
7) Резина эшләнмәсе корыч каеш киңлегеннән таррак, һәм вулканизацияләнгән резина эшләнмәсенең кырые корыч каешның шул ук позициясенә озак вакыт көч куя.
8) Кул белән көйләү роликының амплитудасы бик зур, яисә барабан вулканизаторы еш көйләнә
Барабан вулканизаторлары турында кайбер мөһим исәпләүләр
1. Барабан диаметры һәм озынлыгы
Барабан вулканизаторы вулканизация барабанында продуктны җылыту, басым ясау һәм вулканизацияләүне тәмамлый. Шуңа күрә вулканизация барабанының диаметры һәм озынлыгы иң типик параметрларның берсе булып тора.
- Төп барабан диаметрының гомуми спецификацияләре 350, 700, 1000, 1500 һәм 2000 мм. Төп барабанның кол барабанына диаметр нисбәте: D0 = 2/3D, һәм кол барабан D0 бик кечкенә булмаска тиеш, югыйсә бу басым полосасының бөкләнү арыганлыгына тәэсир итәчәк. D0 бик зур, машина күләмле, эшләү өчен уңайсыз, югарыдагы анализ нигезендә, корыч чыбык эленә торган җилем басымы тасмасы өчен төп барабанның диаметры D, D=700~1000 мм туры килә;
- Нечкә корыч тасмалар өчен D=1500~2000 мм яраклы. Төп барабанның озынлыгы,
- Вулканизацияләнгән продуктның киңлегенә нигезләнеп, шул ук вакытта катылык проблемасын да исәпкә алырга кирәк, шуңа күрә аның озынлык-диаметр нисбәте артык зур булмаска тиеш, гадәттә L/D=1~3 туры килә.
Икенчедән, басым каешының озынлыгы һәм калынлыгы
- Басымкаешпродуктның вулканизация басымын тәэмин итү өчен төп компонент булып тора, һәм аның киңлеге вулканизацияләнгән продуктның максималь киңлеге белән билгеләнә.
-Басым озынлыгыкаешвулканизатор структурасына карап исәпләнә, һәм L озынлыгы кимегән саен, басымның гомере озаякаешпропорциональ рәвештә кими.
- Басым тасмасының калынлыгы шулай ук корыч тасманың тарту ныклыгына, бөгелүгә ныклыгына һәм арыганлык гомеренә турыдан-туры тәэсир итә. Шуңа күрә, аның яраклы булу-булмавы барабан вулканизаторының эшчәнлегенә турыдан-туры тәэсир итәчәк.
- δ өчен исәпләнгән оптималь кыйммәт:
δ =(PDD0 /2E)1/2
δ – басым калынлыгыкаешсм
P-вулканизация басымы кг/㎠
D-вулканизация барабанының диаметры см
E - Корыч тасманың эластиклык модуле, кг/㎠
D0 – Басым тасмасы үтә торган минималь рулон диаметры, гадәттә өске һәм аскы көйләү роликларының яки тарту роликларының диаметры см
3. Корыч тасманың тартылу көчен исәпләү
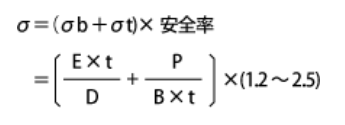
E: Эластиклык коэффициенты (кгс/мм2)
P: Корыч каеш тартылуы (кг)
D: Шкив диаметры (мм)
B: Корыч каеш киңлеге (мм)
T: Корыч каеш калынлыгы (мм)
Мәсәлән, Шанхай каучук №1 заводының стандарт кечкенә барабанлы күкерт, кечкенә барабан диаметры 400 мм, зур барабан диаметры 700 мм, цилиндр диаметры 100 мм. 20 МПа басымга ирешә. Корыч тасманың зурлыгы: 7650 * 1.2 * 1380 мм, аннары исәпләү: рәсем.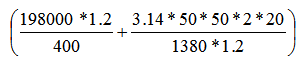 = 783.61 (эретеп ябыштырудагы 1100 МПа ныклык сызыгыннан кимрәк)
= 783.61 (эретеп ябыштырудагы 1100 МПа ныклык сызыгыннан кимрәк)
σ корыч тасманың эретеп ябыштырылган позициясенең ныклыгыннан түбәнрәк булырга тиеш
Әгәр дә сезнең сорауларыгыз булса яки өстәмә мәгълүмат кирәк булса, зинһар, безнең белән элемтәгә керергә курыкмагыз~
Бастырып чыгару вакыты: 2025 елның 11 марты